Proposals are Welcome
Find out more about available solutions by contacting Fayme Engineering
Home / Services
Our API plant piping work is designed to meet the highest industry standards for quality and safety. We use the latest technology and equipment to ensure that our piping work is of the highest quality. Our team of experienced engineers and technicians will work with you to design and install piping systems that are customized to your specific needs. We take pride in being a trusted name in the industry and strive to provide you with the best possible service. Our API plant piping work is suitable for a variety of industries and applications, including pharmaceuticals, chemicals, and oil & gas.
Our IBR piping work is designed to meet the Indian Boiler Regulations (IBR) standards for safety and quality. We understand the importance of compliance and safety when it comes to piping work, and that’s why we ensure that our IBR piping work is of the highest quality. Our team of experienced engineers and technicians will work with you to design and install piping systems that meet the IBR standards. We take pride in being a trusted name in the industry and strive to provide you with the best possible service. Our IBR piping work is suitable for a variety of industries and applications, including power plants, chemical plants, and petrochemical plants.
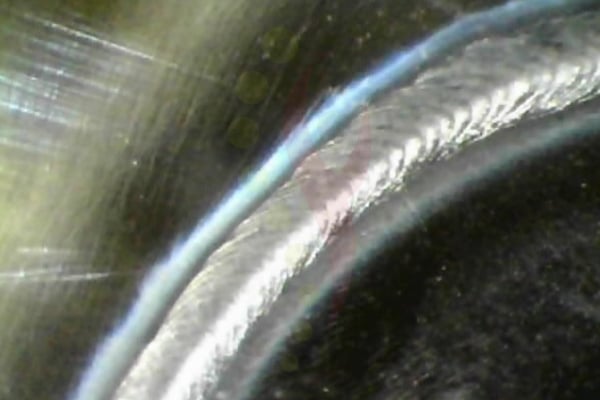
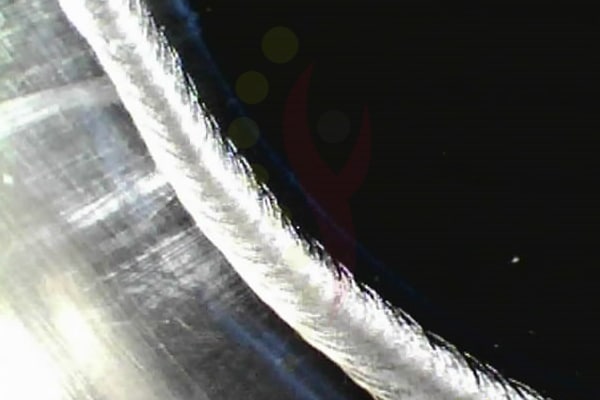
Our orbital welding work is designed to meet the highest industry standards for quality and precision. We use the latest technology and equipment to ensure that our welding work is of the highest quality. Our team of experienced welders and technicians will work with you to design and install welding systems that are customized to your specific needs. We take pride in being a trusted name in the industry and strive to provide you with the best possible service. Our orbital welding work is suitable for a variety of industries and applications, including pharmaceuticals, food processing, and semiconductor manufacturing. With our orbital welding work, you can be sure that your welding needs are met with the highest level of precision and accuracy.
Riboflavin is, a type of vitamin B found in food, is selected for vessel coverage studies due to its fluorescent properties under ultraviolet light and Riboflavin coverage test is use for determine the coverage of spray ball which is use for Clean-in-place (CIP) systems are used in the pharmaceutical industry to clean one or more vessels in the manufacturing process. Spray Balls are internally installed in vessels to ensure the CIP system can properly clean all areas of the tank. During the cleaning cycle, Spray Balls disperse cleaning solution and provide physical action to remove residues inside equipment. Spray Balls must deliver adequate tank coverage for a complete clean.



Due to the potentially hazardous characteristics of spent acid & waste must be properly handled & disposed per federal and state regularly requirements. Any question concerning proper methods shall be addressed to the Safety Manager.
RA VALUE TESTING WORK is the unit of Surface Testing Work





Each unit designed and manufactured by Fayme Engineering Pvt. Ltd. is customized as per specific client requirements, site conditions and desired output quality. Custom solutions enables accurate address to the user requirements with optimum system design
HMI+PLC based fully automatic control panel is standard specification for most of the Fayme designed systems. SCADA integration can be enabled with minimum changes to the system based on customer requirement. Online data printing is a standard feature of all systems
Fayme Engineering Pvt. Ltd. has expertise in customizing the systems as per user specific requirements. This helps to remove the unnecessary clutters from the system. System optimization results in the efficient and effective operation during the whole life cycle.
Proposals are Welcome
Find out more about available solutions by contacting Fayme Engineering
Contact Us
Our Products
Contact Us
Our Products
Copyright © 2025 FAYME ENGINEERING PVT LTD | Powered by: #1 Vinayak InfoSoft- SEO company Ahmedabad